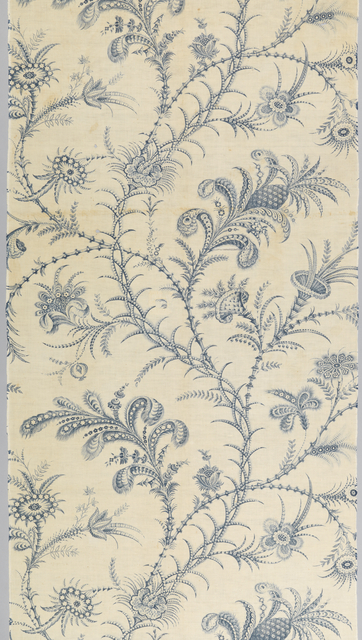
England enjoyed imported indigo dye from India in the 17th century. It wasn’t until the mid 18th century, however, that two important innovations made delicate designs like this Bromley Hall textile possible.
Indigo dye is unique in that it is not water-soluble, so it must be chemically reduced to properly saturate fibers. The dye must be absorbed before it is exposed to air because it is then that the white dyestuff oxidizes and turns blue. This is easy enough when the substrate is submerged in a dye bath, and then removed to come in contact with oxygen in the air. But printing indigo on a surface, in the open air, was initially problematic because the dyestuff turned blue before penetrating fibers.
By the 1740s, a top-secret English development called “China Blue” solved that problem. In this process, the un-dissolved dyestuff was finely ground into a printable paste. Printed fabric was then alternately submerged in baths of reducing agents, and exposed to air, to bring out that blue color that we see in our jeans today.
Additionally, in the 1750s, the invention of copper plate printing allowed for fine intricate lines that traditional block printing could not produce. This fabric is a result of what where then novel technologies.
Carly Lewis is currently earning an M.A. in the History of Decorative Arts and Design at Parsons. She has a B.S. in Textile Design from Philadelphia University and is focusing her studies on gender issues in regard to textile design practices in the 20th century.